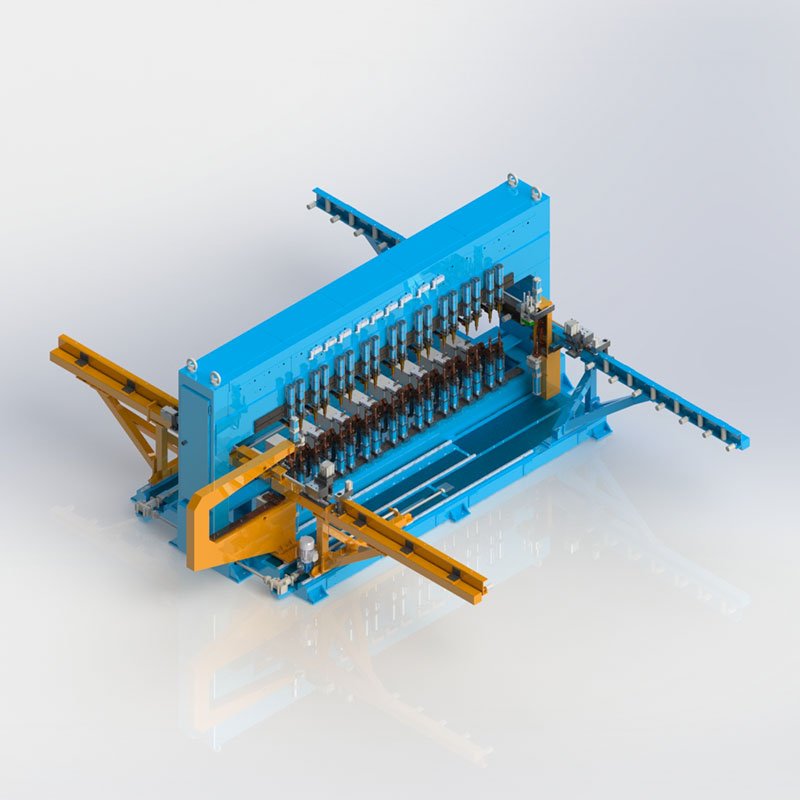
Impianto saldatura porte basculanti
L’impianto di saldatura “Porte basculanti” è realizzato in lamiera e profilati d’acciaio elettrodaldati, lavorati alla macchine utensile e sottoposti a rigorosi trattamenti di normalizzazione, così da garantire una elevata precizione, unita ad un’ottima rigidità e resistenza alle sollecitazioni meccaniche. Movimentazione assi – Guide di scorrimento porta, completi di rulli. Una guida rimane fissa, mentre l’altra è applicata su barra e cuscinetti per le varie regolazioni. Lunghezza guide mm. 4000. Gestite da sistema CNC. Programmate in base alla misura e tipologia del portone da puntare. Linea di saldatura – Utile saldatrice a richiesta. La posizione di saldatura è impostata con passo da 120mm. Questa misura è da definirsi in base al tipo di manto di saldatura per ottimizzare al massimo il ciclo di puntatura. Trasformatori da 40 kva con 22 teste saldanti, montati sulla parte superiore della saldatrice. Trasformatori da 40 kva, montati nella parte inferiore, completi di 22 cilindri tandem ø70 corsa 80 completi di porta elettrodi. Pinza laterale sinistra, montata su guide e barre a riciclo di sfere con luce max. di 800mm., questa pinza controllata da CNC è utilizzata per effettuare la puntatura del manto sul telaio “lato alto della porta”, per effettuare la puntatura di porte con il sopra luce. Questa pinza è in posizionamento automatico in base alla programmazione. Pinza di saldatura DX per effettuare la puntatura del manto sul telaio nella parte bassa del portone.
Unità di controllo – Controllo di gestione meccanica, a microprocessori, a 2 assi, con varie possibilità di gestione delle traiettorie: punto a punto, interpolazione lineare, tutte con possibilità di fly-mode su punti intermedi di percorso. Movimentazioni manuali secondo gli assi robot, coordinate riferite al centro utensile (TCP). Programmazione sul campo per autoapprendimento, ovvero tramite personal computer incorporato o tramite altro personal computer remoto. Memorizzazione dei programmi in linea tramite memoria EEPROM e fuori linea su memory card. Il sistema prevede, tra l’altro, la possibilità di integrazione con altre macchine automatiche, all’interno di linee a lavorazione flessibile. (FMS). L’unità di controllo è dotata, inoltre, di nr. 13 controlli di saldatura a microprocessore, (accostaggio, saldatura, ripetizione d’impulso, tempo freddo e mantenimento) ed alla regolazione della corrente di saldatura mediante parzializzazione su una formazione di diodi controllati. L’Armadio è completo di interruttore magnetotermico.
Unità di saldatura Micro 3-SER, atti al controllo di puntatura, avente tempo di saldatura, potenza e impulsi. Gestiti via seriale su PC di supervisione su robot macchina.