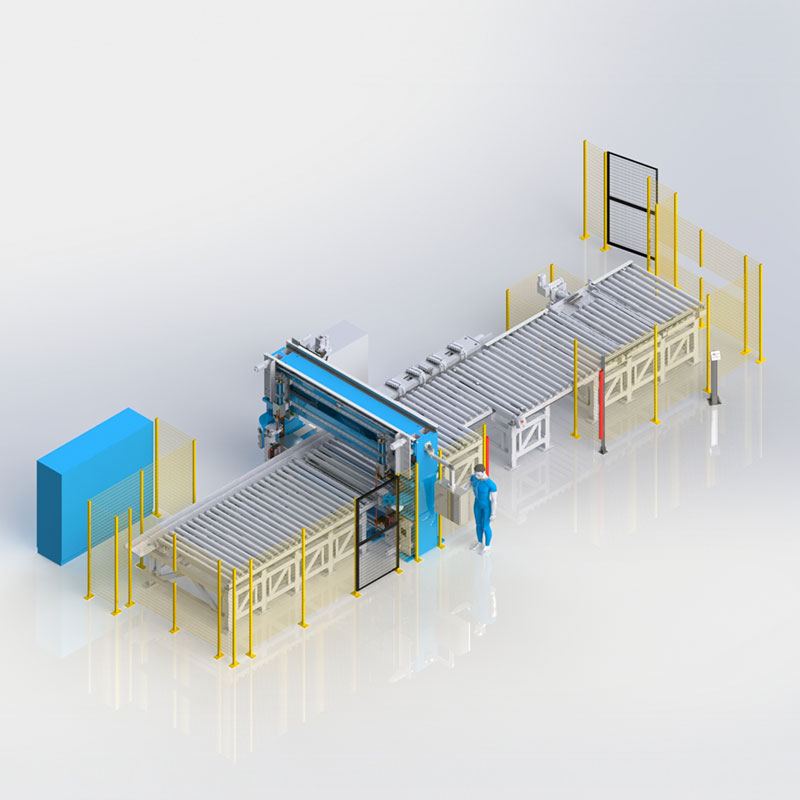
Armored door welding system
The “Armored doors” welding system is made of electro-welded sheet steel and steel profiles, machined with machine tools and subjected to rigorous normalization treatments, so as to ensure high precision, combined with excellent rigidity and resistance to mechanical stress. . Axis movement – The plant is equipped with Cartesian axes corresponding to: X, with stroke mm. 8000. The movements are carried out by means of groups, along precision guides in case-hardened steel with ball recycle bearings. Y1 and Y2 for handling the welding units on a recycled ball carriage. There are motorized rollers with Inverter motor to facilitate the loading and unloading of the door to be welded. Welding units – Nr. 2 Punch welding units Y1 and Y2, with 170 KVA inverter transformer. Medium frequency transformer, 1000 Hz, vacuum impregnated to guarantee its functionality and reduce working noise. SCR diode bridge, to straighten the welding voltage, to obtain a more optimal welding balance, compared to single-phase or three-phase direct current systems. The transformer is fully cooled to keep the welding current supply constant. It is complete with a protection circuit against over-temperatures both on the magnetic core and on the rectifying diodes.
Welding gun – made of treated aluminum alloy which eliminates the magnetic fields of welding. With transformer from 30kva to 50 Hz. It has been specifically dimensioned to withstand the counter-thrust stresses of the welding punch, which, by means of a support trolley, is moved along the entire span of the horizontal crosspiece, Y axis. Pneumatic sharpeners – nr . 2 for the welding punches and nr. 1 for the “X” gripper.
Control unit – Microprocessor structure, with 7 axes, with various possibilities for managing the trajectories: point to point, linear interpolation, all with the possibility of fly-mode on intermediate points of the path. Manual movements according to the robot axes, coordinates referred to the tool center (TCP). Field programming for self-learning, i.e. via built-in personal computer or via other remote personal computer. Program storage online via EEPROM memory and offline on diskettes via built-in disk-driver.
The system provides, among other things, the possibility of integration with other automatic machines, within flexible processing lines. (FMS).
The control unit is also equipped with a constant current welding control with a microprocessor, with 15 programs, which provides for timing synchronous with the mains frequency of the various phases of the cycle (approach, welding, pulse repetition , cold time and maintenance) and to the regulation of the welding current by means of partialization on a formation of controlled diodes. It is possible to prepare a wide range of welding cycles with different parameters, within which each individual job can be specified. The cabinet is complete with a magnetothermic switch.