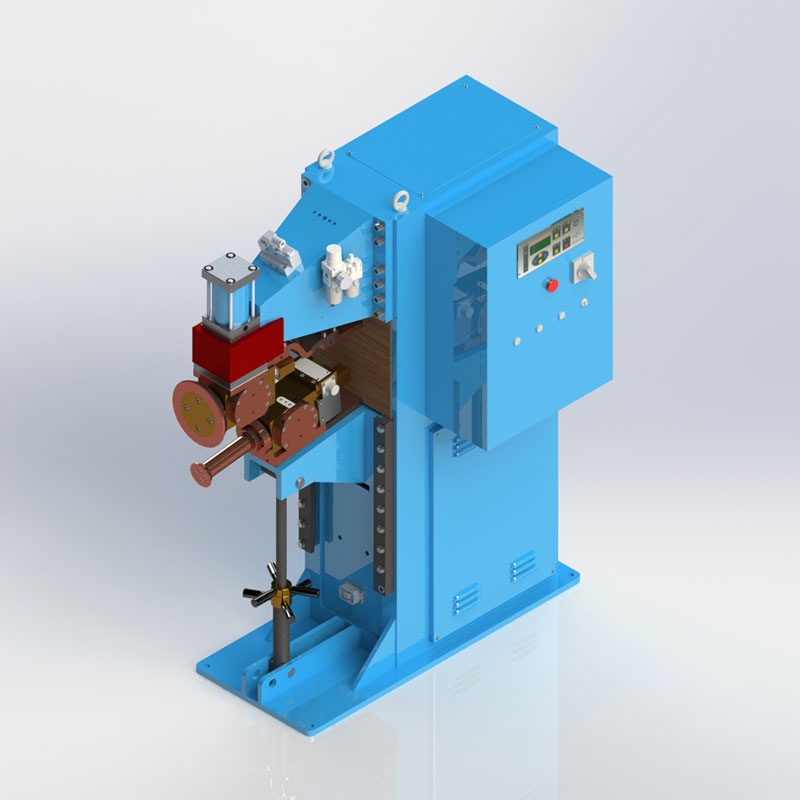
Series T.I. model roller welder SDPR T.I.60
Series T.I. model roller welder SDPR T.I.60 with 60KVA power at 50%
The SDPR T.I.60 roller welder is made of machined electro-welded sheet and structural steel which underwent severe normalization treatments so that high precision, excellent rigidity and resistance to stress can be ensured. Roller holding heads with rolling bearings, friction contacts machined which ensure a proper electric contact for the welding current, cooled by cooling liquid circulation. The heads are moved by a three-phase asynchronous motor activated by an inverter to precisely regulate welding speed and movement. Water cooled and vacuum impregnated transformer to ensure sport-welding continuity. MICRO8 Rulli weld control board of synchronous type with a microprocessor controlled in 5 steps. It controls timing which is synchronous with the network frequency, of the various phases of the cycle (docking, welding, cold time and maintenance) and the regulation of welding current by digital measuring. Spot-welding can be continuous or pulsed. It offers the dual program as standard. Multi-turn potentiometer for the adjustment of the roller rotation speed with the possibility of reversing.
| Technical features | SDPR T.I.60 | SDPR T.I. 80 | SDPR T.I. 120 | |
|---|---|---|---|---|
| Nominal power al 50% ED | 60 KVA | 80 KVA | 120 KVA | |
| Max short-circuit power | 72 KVA | 96 KVA | 144 KVA | |
| Nominal primary voltage | 400 V | 400 V | 400 V | |
| Nominal frequency | 50 Hz | 50 Hz | 50 Hz | |
| Secondary voltage | 4,3 V | 5,27 V | 7,62 V | |
| Permanent secondary current | 12 KA | 14 KA | 16 KA | |
| Short-circuit current | 16 KA | 21 KA | 28 KA | |
| Max welding secondary current | 12 KA | 14 KA | 16 KA | |
| Connection power | 67 KVA | 96 KVA | 136 KVA | |
| Power supply cable section (≤40 int. linea) | 35 mm² | 50 mm² | 75 mm² | |
| Pressure at the electrodes at 6 atm. | 450 daN | 450 daN | 900 daN | |
| Max welding capacity on “S” mild steel | 1,2+1,2 mm | 1,5+1,5 mm | 2+2 mm | |
| Movement (*) | 2 | 2 | 2 | |
| Welding speed | 1÷500 mm/s | 1÷500 mm/s | 1÷500 mm/s | |
| Operation | pneumatic | |||
| Cooling | water | |||
| Useful depht | 450 mm | 450 mm | 450 mm | |
| Upper roller diameter | 200÷300 mm | 200÷300 mm | 200÷300 mm | |
| Lower roller diameter | 60÷80 mm | 60÷80 mm | 60÷80 mm | |
| Roller stroke | 80 mm | 80 mm | 80 mm | |
| Air consumption (mc / 1000 points) | 4,6 | 4,6 | 9,2 | |
| Water consumption | 4 l/min | 4 l/min | 5 l/min | |
| Compressed air pressure ( 1 bar = 100 KPa) | 600 KPa | 600 KPa | 600 KPa | |
| Dimension L x W x H | 1260x790x1590 mm | 1260x790x1590 mm | 1260x790x1590 mm | |
| Weight | 960 Kg | 1010 Kg | 1030 Kg | |
| (*) Movement | 1 Upper head – 2 Lower head – 3 Upper/Lower head with differential mechanical device |
|||
“MICRO 8” WELDING CONTROL
Welding control mod. Micro8 Rulli, synchronous control board with a microprocessor in 5 steps. Provides timing, synchronous with the network frequency, of the various stages of the cycle (docking, welding, cold time and maintenance), and the adjustment of the welding current by partialization with continuous or impulsive selection of the spot. It offers the dual program as standard. Multi-turn potentiometer for the adjustment of the roller rotation speed with the possibility of reversing.
