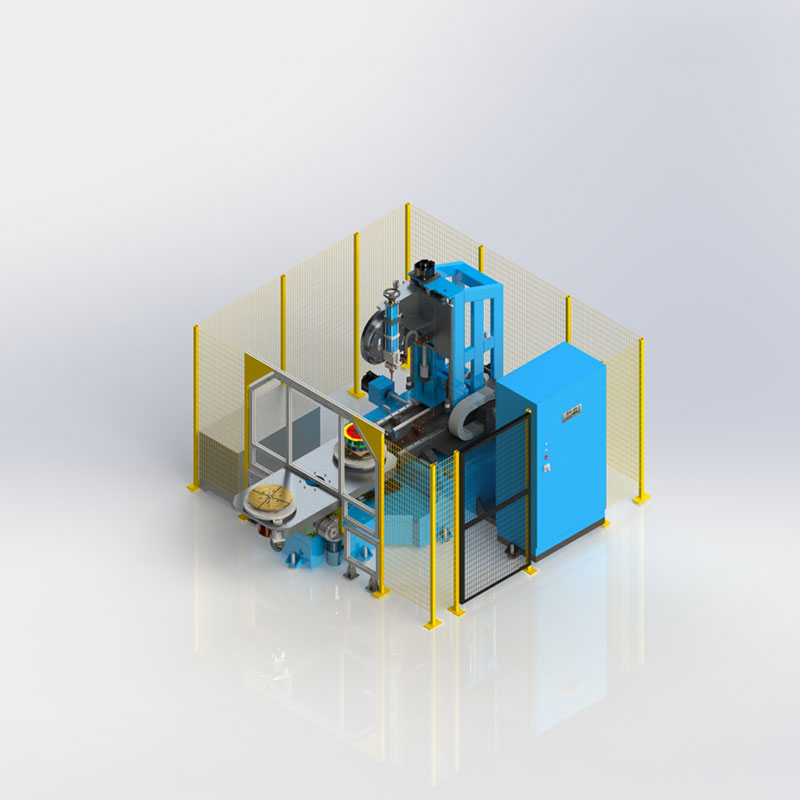
Impianto di saldatura ventole
L’impianto di saldatura “Ventole giranti” è realizzato in lamiera e profilati d’acciaio elettrodaldati, lavorati alla macchine utensile e sottoposti a rigorosi trattamenti di normalizzazione, così da garantire una elevata precizione, unita ad un’ottima rigidità e resistenza alle sollecitazioni meccaniche. Gruppo saldante – Testa saldante con cilindro ø100 corsa 100, con stelo anti rotazione, montato su asse rotante, per eseguire le saldature inclinate. Dotata di un trasformatore a media frequenza, 1000 Hz, impregnato sotto vuoto per garantirne la funzionalità e abbattere i rumori di lavoro. Ponte diodi SCR, per raddrizzare la tensione di saldatura, per ottenere un bilanciamento di saldatura più ottimale, rispetto i sistemi monofase oppure trifase in corrente continua. Il trasformatore è integralmente raffreddato per mantenere costante l’erogazione della corrente di saldatura. E’ completo di circuito di protezione contro le sovra-temperature sia sul nucleo magnetico, che sui diodi di raddrizzamento. Tavola rotante – Divisore rotante a 2 stazioni, di cui una di saldatura mentre l’altra è per il carico e lo scarico. Il divisore rotante è un’unità meccanica che aziona il disco di uscita in modo intermittente. Il divisore può essere motorizzato. Il dispositivo ad assi ortogonali tramite una trasmissione a camma elicoidale e rulli in presa continua trasforma il moto rotatorio continuo in entrata in moto intermittente in uscita: il profilo costruttivo della camma determina il ciclo di movimento e di pausa del divisore.
La macchina è costruita da un divisore rotante ad assi ortogonali ed è destinata ad essere impegnata su altra macchina che la incorpora. Essa dà la possibilità essendo costruita in solidi profili di alluminio, di sostenere le sollecitazioni di saldatura e supportare le maschere che saranno applicate, il quale peso non deve superare i 100kg. Movimentazione assi – L’impianto di puntatura è gestito da 6 assi controllati: I ASSE: Sollevamento e abbassamento testa saldante; II ASSE: Rotazione testa saldante; III ASSE: Movimento orizzontale testa saldante; IV ASSE: Movimento traversale testa saldante; V – VI ASSE: Rotazione 2 ralle porta mascheraggi.
Unità di controllo – Controllo di gestione meccanica, a microprocessori, a 6 assi, con varie possibilità di gestione delle traiettorie: punto a punto, interpolazione lineare, tutte con possibilità di fly-mode su punti intermedi di percorso. Movimentazioni manuali secondo gli assi robot, coordinate riferite al centro utensile (TCP). Programmazione sul campo per autoapprendimento, ovvero tramite personal computer incorporato o tramite altro personal computer remoto. Memorizzazione dei programmi in linea tramite memoria EEPROM e fuori linea su memory card. Il sistema prevede, tra l’altro, la possibilità di integrazione con altre macchine automatiche, all’interno di linee a lavorazione flessibile. (FMS). L’unità di controllo è dotata, inoltre, di nr. 1 controllo Micro 8. L’Armadio è completo di interruttore magnetotermico.