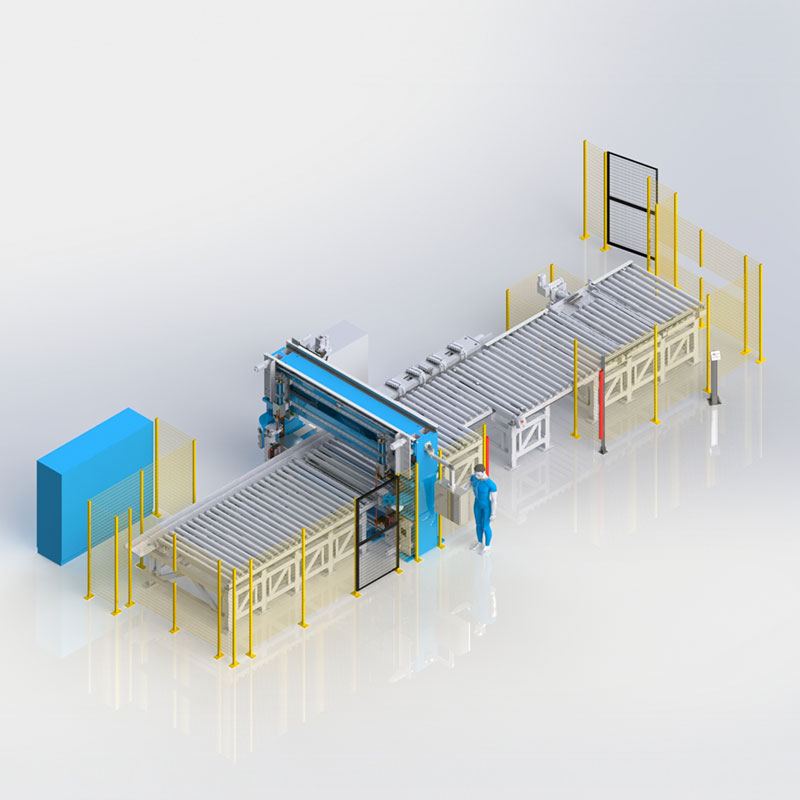
Impianto saldatura porte blindate
L’impianto di saldatura “Porte blindate” è realizzato in lamiera e profilati d’acciaio elettrodaldati, lavorati alla macchine utensile e sottoposti a rigorosi trattamenti di normalizzazione, così da garantire una elevata precizione, unita ad un’ottima rigidità e resistenza alle sollecitazioni meccaniche. Movimentazione assi – L’impianto è dotato di assi cartesiano corrispondenti a: X, con corsa mm. 8000. Le movimentazioni sono attuate mediante gruppi, lungo guide di precisione in acciaio cementato con cuscinetti a riciclo di sferea. Y1 e Y2 per la movimentazione delle unità di saldatura su carrello a riciclo di sfere. Sono presenti rullivie motorizzate, con motore ad Inverter per agevolare il carico e lo scarico della porta da saldare. Gruppi saldanti – Nr. 2 Gruppi di saldatura a punzone Y1 e Y2, con trasformatore ad inverter da 170 KVA. Trasformatore a media frequenza, 1000 Hz, impregnato sotto vuoto per garantirne la funzionalità e abbattere i rumori di lavoro. Ponte diodi SCR, per raddrizzare la tensione di saldatura, per ottenere un bilanciamento di saldatura più ottimale, rispetto i sistemi monofase oppure trifase in corrente continua. Il trasformatore è integralmente raffreddato per mantenere costante l’erogazione della corrente di saldatura. E’ completo di circuito di protezione contro le sovra-temperature sia sul nucleo magnetico, che sui diodi di raddrizzamento.
Pinza di saldatura – realizzata in lega di alluminio trattato che consente di eliminare i campi magnetici della saldatura. Con trasformatore da 30kva a 50 Hz. È stata specificamente dimensionata per sopportare le sollecitazioni di contro spinta del punzone da saldatura, il quale, tramite un carrello di supporto, viene movimentato lungo tutta la luce della traversa orizzontale, asse Y. Affilatori pneumatici – nr. 2 per i punzoni di saldatura e nr. 1 per la pinza a “X”.
Unità di controllo – Struttura a microprocessori, a 7 assi, con varie possibilità di gestione delle traiettorie: punto a punto, interpolazione lineare, tutte con possibilità di fly-mode su punti intermedi di percorso. Movimentazioni manuali secondo gli assi robot, coordinate riferite al centro utensile (TCP). Programmazione sul campo per autoapprendimento, ovvero tramite personal computer incorporato o tramite altro personal computer remoto. Memorizzazione dei programmi in linea tramite memoria EEPROM e fuori linea su dischetti mediante disk-driver incorporato.
Il sistema prevede, tra l’altro, la possibilità di integrazione con altre macchine automatiche, all’interno di linee a lavorazione flessibile. (FMS).
L’unità di controllo è dotata, inoltre, di un controllo di saldatura a corrente costante a microprocessore, a 15 programmi, il quale provvede alla temporizzazione sincrona con la frequenza di rete delle varie fasi del ciclo (accostaggio, saldatura, ripetizione d’impulso, tempo freddo e mantenimento) ed alla regolazione della corrente da saldatura mediante parzializzazione su una formazione di diodi controllati. È possibile predisporre un’ampia gamma di cicli di saldatura con differenti parametri, nell’ambito della quale può essere specificato ogni singolo lavoro. L’armadio è completo di interruttore magnetotermico.